ενότητα 28 μεγάλων διαμέτρων 15 μ δαχτυλίδι εργαλείων ανοξείδωτου χάλυβα κραμάτων
Επισκόπηση
| Πρότυπο |
δαχτυλίδι εργαλείων χάλυβα |
| Τύπος |
Εργαλείο κύκλων/σκουληκιών/λοξότμηση/μη-γύρω από πλαστικό ανοξείδωτο του /Rac |
| Μορφή δοντιών |
κέντρισμα/λοξότμηση/καμπύλη/διπλό εργαλείο |
| Τύπος παραγωγής |
Ρίψη/κοπή/κύλισμα/συμπυκνωμένο εργαλείο
|
| Τυλιγμένος |
ξύλινο κιβώτιο |
|
Πεδίο εφαρμογής
|
κλωστοϋφαντουργικό προϊόν, γεωργία, μεταλλεία, τρόφιμα, έλαιο και άλλα μηχανήματα μετάδοσης |
| Σκληρότητα |
σκλήρυνση |
| MOQ |
≥100 κομμάτια
|
το προϊόν εισάγει
| Όνομα |
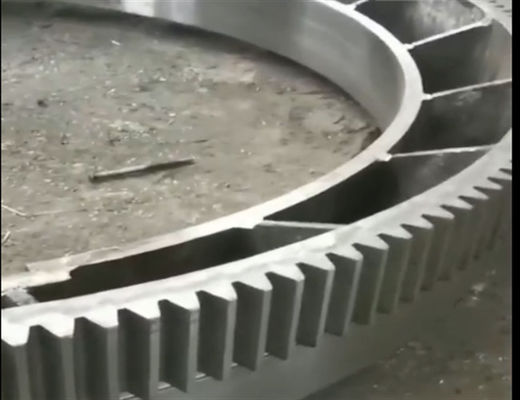
ενότητα 28 μεγάλων διαμέτρων 15 μ δαχτυλίδι εργαλείων ανοξείδωτου χάλυβα κραμάτων |
| Κατεργασία της ενότητας |
0.2-10 |
| Υλικά: |
stee45#l, 40CR, εύκολος σίδηρος αυτοκινήτων (1214#), ορείχαλκος, χαλκός κασσίτερου, POM (Sisteel), PVD, PVDFl, εισαγόμενο νάυλον, ανοξείδωτο 303#, ανοξείδωτο 304#, αργίλιο 606#, αργίλιο 6063# |
|
Επεξεργασία επιφάνειας: μαύρισμα,
|
υψηλή συχνότητα, που ανθρακιάζει και που αποσβήνει, εναζώτωση επιφάνειας, κ.λπ.
|
| Εξοπλισμός επεξεργασίας: |
CNC τόρνοι, αυτόματοι τόρνοι, γενικοί τόρνοι, μηχανή διεύρυνσης με φρέζα, διαμορφωτής εργαλείων, μηχανή άλεσης εργαλείων, μηχανή ξυρίσματος, μηχανή άλεσης, αλέθοντας μηχανή, κοπή καλωδίων, κ.λπ. |
| Τεχνολογία επεξεργασίας |
διεύρυνση με φρέζα, εργαλείο, ξύρισμα, αλέθοντας δόντια |
| |
|
κοινές προδιαγραφές εργαλείων κεντρισμάτων
| Κοινές προδιαγραφές εργαλείων κεντρισμάτων |
| Συντελεστής |
1M |
1.5M |
2M |
2.5M |
3M |
4M |
5M |
| πάχος δοντιών |
10mm |
1518mm |
20mm |
25mm |
30mm |
3540mm |
4050mm |
| εσωτερική τρύπα |
Η κενή τρύπα |
| θέτοντας μέθοδος |
Εξωτερική διάμετρος = ενότητα * (αριθμός δοντιών -2) |
Το υλικό εισάγεται
Ο χάλυβας που χρησιμοποιείται συνήθως στην κατασκευή των εργαλείων είναι μετριασμένος χάλυβας, χάλυβας, ανθρακίασε το χάλυβα και το χάλυβα εναζώτωσης. Ο χυτοχάλυβας έχει μια ελαφρώς χαμηλότερη δύναμη από το σφυρηλατημένο χάλυβα και χρησιμοποιείται συχνά για τα μεγαλύτερα εργαλεία Ο γκρίζος χυτοσίδηρος έχει τις φτωχές μηχανικές ιδιότητες και μπορεί να χρησιμοποιηθεί στην ελαφριά μετάδοση εργαλείων φορτίων ανοικτή. Ο κονδυλώδης χυτοσίδηρος μπορεί εν μέρει να αντικαταστήσει το χάλυβα στην παραγωγή των εργαλείων Το πλαστικό εργαλείο χρησιμοποιείται συνήθως για το ελαφρύ φορτίο και τις χαμηλού θορύβου απαιτήσεις, και το εργαλείο με την καλή θερμική αγωγιμότητα του εργαλείου χάλυβα.
Στο μέλλον, το εργαλείο αναπτύσσεται προς την κατεύθυνση του βαριού φορτίου, της υψηλής ταχύτητας, της υψηλής ακρίβειας και της υψηλής αποδοτικότητας, και προσπαθεί για το μικρό μέγεθος, την ελαφριά, μακράς διαρκείας και οικονομική αξιοπιστία.
Η ανάπτυξη της θεωρίας εργαλείων και της τεχνολογίας κατασκευής θα μελετήσει περαιτέρω το μηχανισμό της ζημίας δοντιών εργαλείων, που είναι η βάση για μια αξιόπιστη μέθοδο υπολογισμού δύναμης, είναι η θεωρητική βάση για την ικανότητα ρουλεμάν του εργαλείου και τη ζωή του εργαλείου. Ένα νέο σχεδιάγραμμα δοντιών που αντιπροσωπεύεται από το σχεδιάγραμμα δοντιών τόξων αναπτύσσεται. Υλικά ερευνητικών νέα εργαλείων και νέα τεχνολογία της κατασκευής εργαλείων Προκειμένου να βελτιωθεί η ομαλότητα της λειτουργίας εργαλείων και να αυξηθεί η περιοχή επαφών των δοντιών εργαλείων στο πλήρες φορτίο, η ικανότητα ρουλεμάν εργαλείων βελτιώνεται με τη μελέτη των λαθών ελαστικής παραμόρφωσης, κατασκευής και εγκαταστάσεων και της διανομής του τομέα θερμοκρασίας.
Η τριβή, η θεωρία λίπανσης και η τεχνολογία λίπανσης είναι η βασική εργασία στην έρευνα εργαλείων. Η μελέτη της ελαστικής ρευστής δυναμικής θεωρίας λίπανσης πίεσης, η εκλαΐκευση του συνθετικού λαδώνοντας πετρελαίου και η κατάλληλη προσθήκη των ακραίων πρόσθετων ουσιών πίεσης στο ελαιοδοχείο όχι μόνο βελτιώνουν την ικανότητα ρουλεμάν της επιφάνειας δοντιών, αλλά και βελτιώνουν την αποδοτικότητα μετάδοσης.
Μέθοδος επεξεργασίας
Οι Involute μέθοδοι επεξεργασίας εργαλείων έχουν δύο κατηγορίες, κάποια είναι η μέθοδος αντιγραφής, με ένα διαμορφώνοντας αυλάκι εργαλείων άλεσης κοπτών, είναι «μίμησης μορφή». Άλλη είναι η μέθοδος generativity.
(1) διεύρυνση με φρέζα της μηχανής που διευρύνει με φρέζα: μπορέστε να επεξεργαστείτε την ενότητα 8 κάτω από τα ελικοειδή δόντια
(2) δόντια μηχανών άλεσης: μπορέστε να επεξεργαστείτε το ευθύ ράφι
(3) αυλάκωση του εργαλείου μηχανών: μπορέστε να επεξεργαστείτε τα εσωτερικά δόντια
(4) κρύα δόντια μηχανών ήττας: καμία επεξεργασία τσιπ
(5) συνδέστε το εργαλείο μηχανών πλανίσματος: μπορέστε να επεξεργαστείτε το εργαλείο 16 ενότητας
(6) πετώντας δόντια ακρίβειας: το φτηνό γρανάζι μπορεί να υποβληθεί σε επεξεργασία σε μεγάλες ποσότητες
(7) συνδέστε την αλέθοντας μηχανή: μπορέστε να επεξεργαστείτε το εργαλείο στην κύρια μηχανή ακρίβειας
μέθοδος ρίψης
Οι ρίψεις εργαλείων είναι επίσης γνωστές ως εργαλεία χυτοχάλυβα. Αυτό είναι επειδή τα περισσότερα εργαλεία αποτελούνται από το χυτοχάλυβα. Εδώ μοιράζομαι κάποιες πληροφορίες για την παραγωγή των ρίψεων εργαλείων και τη σχετική θερμική επεξεργασία. Οι ρίψεις εργαλείων κυμαίνονται συνήθως σε βάρος από μερικά χιλιόγραμμα σε διάφορους τόνους.
Οι ρίψεις εργαλείων αποτελούνται συνήθως από τον υψηλό χυτοχάλυβα άνθρακα, αλλά μερικές αποτελούνται από το χάλυβα κραμάτων που περιέχει το χρώμιο, το νικέλιο και το μολυβδαίνιο για να επιτύχουν την υψηλή εκτατή δύναμη. Τα μεγάλα εργαλεία έχουν γενικά τις χαμηλότερες φυσικές απαιτήσεις από τα γρανάζια.
Περίπου η διαδικασία ρίψης, συνήθως η διαδικασία σχηματοποίησης πατωμάτων είναι κατάλληλη και μπορεί να ικανοποιήσει την κανονική απαίτηση. Για τα εργαλεία χυτοχάλυβα, όπως τα οδηγημένα εργαλεία, τα εργαλεία και οι πιό μη απασχόλησης ρόδες, μια διαδικασία σχηματοποίησης πατωμάτων που χρησιμοποιεί την άμμο χαλαζία είναι μια καλή επιλογή. Γιατί; Επειδή τα περισσότερα μέρη του εργαλείου χρειάζονται την κατεργασία. Έτσι, δεν πρέπει να χρησιμοποιήσετε μια υψηλότερη διαδικασία ρίψης. Επιπλέον, για τις μέσες και μεγάλες ρίψεις χάλυβα, η διαδικασία σχηματοποίησης πατωμάτων που χρησιμοποιεί την άμμο χαλαζία είναι σχεδόν η μόνη επιλογή.
Όσον αφορά τη θερμική επεξεργασία, φυσικά, όλες οι ρίψεις χάλυβα πρέπει να τυποποιηθούν για να αποβάλουν τις εσωτερικές πιέσεις. Μερικά μέρη της ρίψης εργαλείων μπορούν να ενωθούν στενά. Εάν το χυτήριο ενώνει στενά τις ρίψεις, η θέση συγκόλλησης πρέπει να ανοπτηθεί. Εάν η διεύρυνση με φρέζα είναι εξαιρετικά σκληρή, μπορείτε να ανοπτήσετε πάλι για να μειώσετε τη σκληρότητα και να αποβάλετε τα εσωτερικά σκληρά σημεία. Μετά από να επεξεργαστεί στη μηχανή και να διευρύνει με φρέζα, ένα εργαλείο ή για να βελτιώσει τη σκληρότητα επιφάνειας των δοντιών του. Για το εργαλείο γραναζιών, μπορείτε να κάνετε την ανθρακοποίηση. Για τα μεγάλα οδηγημένα εργαλεία, μπορείτε να κάνετε τη σκλήρυνση επιφάνειας. Τα εργαλεία που δεν έχουν έχουν έναν σύντομο κύκλο ζωής μόνο μερικών εβδομάδων σε μερικούς μήνες.
Επειδή οι ρίψεις εργαλείων έχουν τις υψηλότερες απαιτήσεις στα υλικά, τις ατέλειες, την επεξεργασία και τη θερμική επεξεργασία. Επιπλέον, οι διαταγές για τις ρίψεις εργαλείων είναι σχετικά μικρές. Κατά συνέπεια, πολλά χυτήρια χάλυβα είναι απρόθυμα να κατασκευάσουν.
Μερικά εργαλεία γίνονται με τη σφυρηλάτηση της διαδικασίας. Η εσωτερική πυκνότητα ιστού εργαλείων σφυρηλατημένων κομματιών είναι καλύτερη, υψηλότερη δύναμη. Τα σφυρηλατημένα εργαλεία μπορούν να χρησιμοποιηθούν για τις πιό αυστηρές συνθήκες εργασίας. Τα χυτά εργαλεία έχουν τη χαμηλή δύναμη αλλά είναι ευρέως χρησιμοποιημένοι γενικά λειτουργούντες όροι. Το κόστος τα εργαλεία είναι υψηλό ενώ το κόστος τα εργαλεία είναι σχετικά χαμηλό. Ο αγοραστής θα επιλέξει την κατάλληλη διαδικασία παραγωγής σύμφωνα με το κόστος και τους όρους χρησιμοποίησης.


 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!